In Board Gasketing


In Board Gasketing
In-Board Gasketing products are for creating dedicated fixtures for dedicated long-term parts. The benefits gained from utilizing a proper dedicated fixture are enormous. Placed in the pre-routed channels of a non-porous fixture board, these tools maximize vacuum performance, with accurate z-depth tolerances, extended tooling life, and more. If you are doing repetitive parts, do it with In-Board Gasketing.
When routing repetitive parts, best solution may very well be to make a dedicated vacuum fixture. When using a non-porous fixture material, a vacuum source can be created for each piece, reducing vacuum loss. Using a non-porous fixture board also greatly reduces the vacuum loss that would occur through the sides and exposed tool paths of a porous board, like MDF. An adhesive backing keeps the gasketing material in the pre-routed channels.
In-Board Gasketing is intended for long-term use applications. We call these dedicated fixtures as opposed to spoilboards. In-Board Gasketing is longer lasting than surface mounted gasketing because it is recessed into the fixture. When the vacuum is engaged, the gasketing can only compress down the the height of the fixture. We recommend a 3-to-1 ration in terms of how much sticking above the fixture surface.
There are major benefits when it comes to In-Board Gasketing in a Dedicated Fixture:
- Because the gasketing is recessed by roughly 75%, it can only compress by the remaining 25% that remains above the fixture. This gives the gakseting (and dedicated fixture) an extended lifetime.
- When the gasketing is pulled down into the channel, the part being routed is pulled flush against the fixture. This gives the part added rigidity when it is being routed.
Some additional ideas to keep in mind when making a dedicated vacuum fixture:
- Make the fixture out of a non-porous material (Baltic Birch, HDPS, Melamine, etc..) so the fixture itself is not porous and leaking vacuum.
- Vacuum source holes are needed to port the vacuum from the grid table below to not only each part, but also the waste pieces.
- After the vacuum source is created, a slight recess into the fixture is needed to allow for the creating of a vacuum pocket area.
- Include a slight chamfer at the top of the gasketing channel so the gasketing does not pinch between the fixture and the part.
- CR 25 38 is the most common product ordered. Route this gasket channel 3/16″ deep and 3/8″ wide. It leaves 1/16″ exposed above the channel.
- If your material has excess warp/variance, a thicker gasket like CR 38 38 or CR 50 50 would allow for more material sticking above the surface if we stick to that 3-to-1 ratio
Gallery
![]()
- Start Gasketing for parts
- Dedicated Spoilboard environments
- Inserted into pre-routed channels of a fixture to the inside of tool paths
- Best for those doing repetitive parts
- Ideal for those looking for tight z-depth tolerances
- Longest-lasting gasketing solution
![]()
In Board Gasketing Guidelines and Tips
- 3-to-1 ratio of gasketing in the fixture vs above
- Account for waste and off-cuts
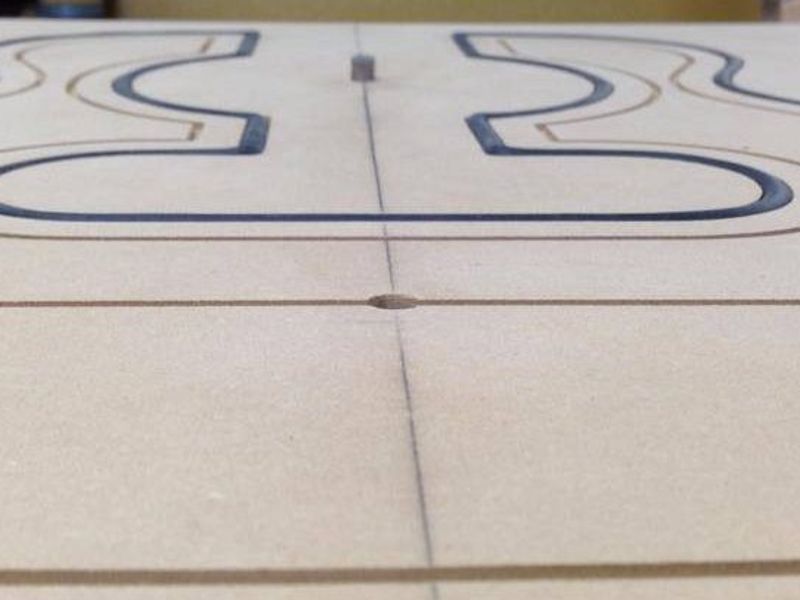
- Three parallel paths: tool path, gasketing channel, vacuum channel
- Chamfer or step tops of channels if Z-depth is critical, especially taller gaskets
![]()
How to utilize In-Board Gasket:
Using a non-porous fixture board, route channels that run parallel to the inside of your part’s tool path. Channels should be cut to a depth so the gasket is 3 parts in the channel, one part above. A vacuum source hole and additional channeling per part will result in an
air-tight clamp.![]()
What In-Board Gasket is best for my shop?
All Star In Board gasket can be adjusted in terms of thickness, width, and density for the greatest flexibility for optimal vacuum clamping force. Our experts can help you select the exact product, specific to your project, and guide you to a perfect seal.
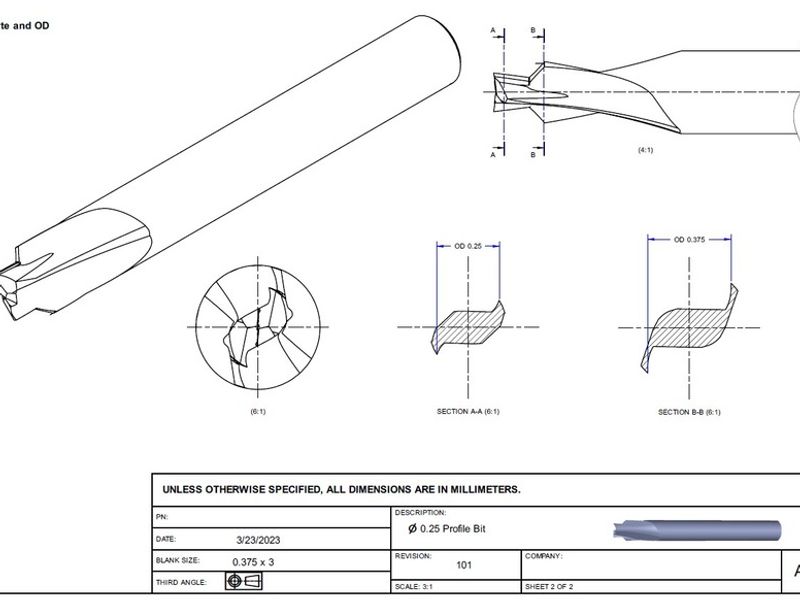
![]()
All Star provides a custom bit specially designed and manufactured for use with In Board Gasket. This special design provides a chamfer at the top of the channel with the correct path depth for easy installation and correct gasket compression performance. You can view and purchase this bit and our other tooling here